


Ремонт шестеренчатых насосов Sauer-Sundstrand
Ремонт шестеренчатых насосов Sauer-Sundstrand, Ремонт НШ Sauer-Sundstrand, Ремонт шестерных насосов Sauer-Sundstrand, Ремонт масляных насосов Sauer-Sundstrand, Ремонт гидравлических насосов Sauer-Sundstrand, Ремонт гидравлики Sauer-Sundstrand, Ремонт насоса Sauer-Sundstrand, Реставрация шестеренчатого насоса Sauer-Sundstrand.
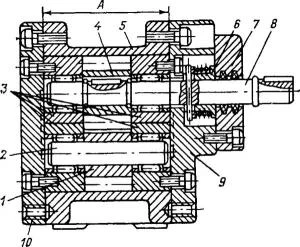
На потерю производительности, развиваемую шестеренчатым насосом Sauer-Sundstrand при определенных давлениях, особенно большое влияние оказывает увеличение торцевых зазоров между шестернями 1 и 4 и опорными втулками 3 (Рисунок). Утечки через торцевые зазоры примерно в 3 раза больше, чем через радиальные зазоры при равном значении этих зазоров, так как при вращении шестерен создается сопротивление потоку масла по радиальным зазорам между выступами зубов и трате отверстием в корпусе; Кроме того, путь движения масла по радиальным зазорам из полости нагнетания в полость всасывания значительно больше, чем по торцевым зазорам. В то же время вращение шестерен способствует утечке масла через торцевые зазоры по ходу их вращения. Таким образом, увеличение торцевых зазоров является основной причиной уменьшения производительности и понижения давления масла насосов Sauer-Sundstrand.
Износ деталей шенстеренчатого насоса НШ Sauer-Sundstrand
При разборке насоса Sauer-Sundstrand после длительной его эксплуатации обычно выявляется износ корпуса 5 в зоне шестерен 1 и 4 по всей поверхности валиков 2 и 8 и опорных втулок 3. Фланцы насоса 9 и 1. Особенно сильно изнашиваются соприкасающиеся торцы шестерен и опорных втулок, на поверхностях которых образуются кольцевые задиры, волнистость и проч.
Капитальный ремонт насоса Sauer-Sundstrand , связанный с реставрацией корпуса и заменой шестерен, целесообразно производить только в хорошо организованных ремонтных хозяйствах. Однако и в этом случае при ремонте насоса НШ Sauer-Sundstrand обычно не восстанавливают изношенную внутреннюю поверхность корпуса, так как радиальный зазор со стороны нагнетательного отверстия после замены изношенных шестерен и подшипников почти равен зазору нового насоса Sauer-Sundstrand . будет оказывать существенное влияние на нормальную работу насоса Sauer-Sundstrand .
Ремонт шестерен насоса Sauer-Sundstrand зависит от характера их износа. Износ торцов зубов устраняют шлифованием при соблюдении параллельности плоскостей торцов и их перпендикулярности оси зубчатого колеса в пределах 0,015 мм. Шестерни с изношенным профилем зубов заменяют новыми. Обычно шестерни изготовляют из стали 45 или из стали 40Х с закалкой при нагревании токами высокой частоты. Вновь изготовленные или реставрированные шестерни должны соответствовать следующим техническим условиям: торцевое биение шестерни – не более 0,01 мм; непараллельность торцов – не более 0,015 мм; биение наружной поверхности относительно отверстия – 0,015-0,02 мм; конусность и овальность по наружной поверхности – не более 0,02 мм. Изношенные в посадочных местах подшипников валики шестерен заменяют новыми, реже восстанавливают. Валики изготовляют из стали 20Х, цементируют на глубину до 1,2 мм и закаливают до жесткости HRС 60-62. Шейки валов, являющихся поверхностями качения игл, тщательно шлифуют и доводят до шероховатости R а = 0,10 мкм. Опорные валики игольчатых подшипников восстанавливают или заменяют новыми. При восстановлении опорных втулок изношенные торцы шлифуют для устранения следов износа. После шлифовки торцов необходимо восстановить канавки для прохода масла между зубьями. Отверстия опорных втулок расшлифовывают до диаметра, необходимого для установки ближайшего по размеру стандартного игольчатого подшипника, учитывая диаметр шейки восстановленного или замененного валика.
Для обеспечения нормальной работы шестерен насоса Sauer-Sundstrand опорные втулки попорно шлифуются в один размер, при этом параллельность торцов должна быть в пределах 0,01 мм. Биение наружной цилиндрической поверхности втулки относительно оси ее отверстия допускается до 0,01 мм, а биение торцов относительно оси отверстия на наибольшем диаметре должно быть не более 0,01 мм. Соблюдение этих условий гарантирует отсутствие ущемления шестерен при малых торцевых зазорах. После восстановления или замены шестерен и опорных втулок определяется их общая ширина. С учетом этого размера шлифуют один из торцов корпуса, чтобы длина посадочного отверстия в корпусе (размер А, рисунок) была на 0,06-0,08 мм больше общего размера по ширине шестерни и двух опорных втулок. При шлифовании корпуса непараллельность его торцов должна быть обеспечена в пределах 0,01–0,02 мм. Равномерность и величина  снабженного торцевого зазора между шестернями и торцами втулок являются основным критерием качества ремонта насоса Sauer-Sundstrand . В отдельных случаях требуемый торцевой зазор может быть снабжен с помощью прокладок из фольги, устанавливаемых между торцами корпуса и фланцами. Однако этот метод регулировки недостаточно надежен и рекомендуется только в отдельных случаях к очередному плановому ремонту шестеренчатого насоса Sauer-Sundstrand . Для нормальной работы насоса необходимо, чтобы торец бурта втулки 6 (см. рисунок ) по всей поверхности прилегал к грундбуксу 7. При ремонте грундбукса шлифуют по плоскости до устранения следов износа. Торец бурта втулки тоже шлифуют, выдерживая перпендикулярность торца к оси отверстия втулки; биение торца не должно превышать 0,01 мм.
снабженного торцевого зазора между шестернями и торцами втулок являются основным критерием качества ремонта насоса Sauer-Sundstrand . В отдельных случаях требуемый торцевой зазор может быть снабжен с помощью прокладок из фольги, устанавливаемых между торцами корпуса и фланцами. Однако этот метод регулировки недостаточно надежен и рекомендуется только в отдельных случаях к очередному плановому ремонту шестеренчатого насоса Sauer-Sundstrand . Для нормальной работы насоса необходимо, чтобы торец бурта втулки 6 (см. рисунок ) по всей поверхности прилегал к грундбуксу 7. При ремонте грундбукса шлифуют по плоскости до устранения следов износа. Торец бурта втулки тоже шлифуют, выдерживая перпендикулярность торца к оси отверстия втулки; биение торца не должно превышать 0,01 мм.
Сборка и испытание шестеренных насосов Sauer-Sundstrand
Перед сборкой все детали ремонтного насоса Sauer-Sundstrand необходимо промыть в керосине и смазать тонким слоем минерального масла, а игольчатые подшипники промыть в бензине и смазать солидолом. Плоскости корпуса, крышек и втулок не должны иметь забоин и царапин. Сборку насоса Sauer-Sundstrand необходимо вести так, чтобы внутренняя изношенная поверхность корпуса была со стороны отверстия всасывания. То есть слева, если смотреть со стороны приводного вала, а дренажные каналы на втулках были выведены в ту же сторону.
Чтобы избежать зажима и перекоса валов и шестерен винты крепления фланцев необходимо заворачивать попеременно и до отказа, при этом легкость вращения валиков проверяют от руки. Отремонтированный насос Sauer-Sundstrand испытывают на специальном стенде для определения производительности и объемного коэффициента полезного действия (К. К. Д.). Объемный к. П. Д. Имеется отношение производительности насоса Sauer-Sundstrand при определенном давлении к его же производительности без давления. Он характеризует качество ремонта насоса Sauer-Sundstrand . Чем точнее и с меньшими зазорами изготовлены сопрягаемые детали, тем меньше внутренние утечки в насосе и тем больше значение объемного К. К. Д.

Ремонт гидронасосов Sundstrand. Ремонт гидромоторов Sundstrand
Насосы дозаторы Sauer-Danfoss
Ремонт гидронасосов Sauer-Danfoss. Ремонт гидромоторов Sauer-Danfoss
Героторные гидронасосы Sauer-Danfoss OMS, OMP, OMT, OMR, OMV, EPMV
Ремонт гидромоторов SAUER DANFOSS, Ремонт гидронасосов SAUER DANFOSS
Гидромотор и гидронасос Sauer-Danfoss
Ремонт ГСТ гидростатической трансмиссии John Deere, Claas, New Holland, Caterpillar, Linde, Rexroth, Bosch, Parker, Vickers, Eaton, Sauer
Ремонт насосов-дозаторов Sauer-Danfoss, Ремонт гидрорулей Sauer-Danfoss
Ремонт гидравлических насосов EATON
Ремонт КПП коробок переключения передач John Deere (Джон Дир)
Ремонт гидронасоса 310.3.112.03.06, Ремонт гидромотора 310.3.112.03.06
Ремонт гидромоторов хода на катки Bomag, Bobcat, Dunapac, Hamm, Wacker, CAT, Case
Ремонт гидронасоса Bosch-Rexroth AZPF
Ремонт насоса-дозатора CASE, Ремонт гидроруля CASE